防食概論:塗装・塗料
☆ “ホーム” ⇒ “腐食・防食とは“ ⇒ “防食概論(塗料・塗装)” ⇒
ここでは,鋼構造物制作時に,防食目的で実施される塗装について, 【新設塗装工程】, 【基本用語】 に項目を分けて紹介する。
塗装概論(塗装工程と素地調整)
新設塗装工程
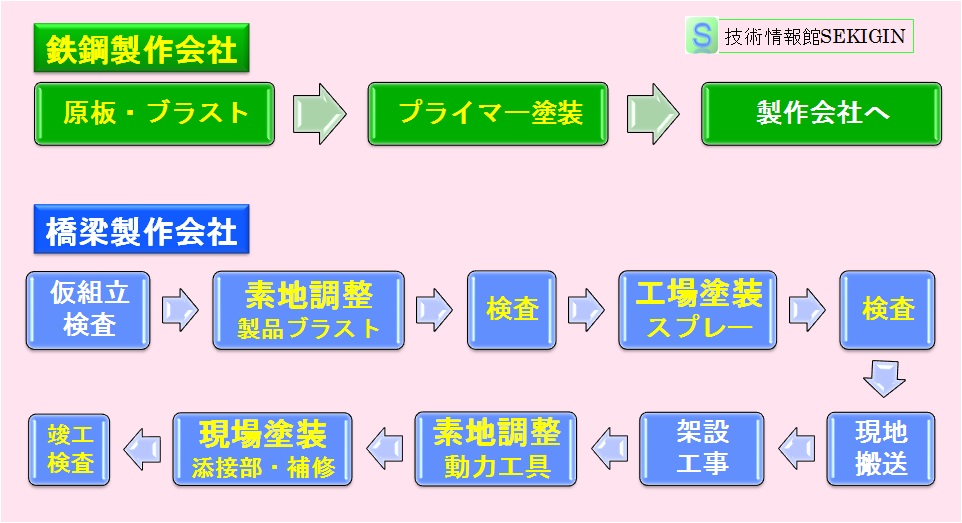
鉄鋼メーカでは,橋梁製作に用いる鋼板を製造・加工する。橋梁メーカでは鉄鋼メーカから受け取った鋼板を設計図に基づき切断,溶接,組立てを行い橋梁を制作する。
ここでは,鋼橋が製造されるまでに行われる塗装に注目して,鉄鋼メーカと橋梁メーカのそれぞれで行われる作業工程を紹介する。
鉄鋼メーカ
製鋼(steel making)直後の構造用鋼(steel for structure, structural steel)の表面には,熱間圧延工程で生成した酸化鉄被膜(ミルスケール;mill scale)や油脂などの汚れが付着している。
これらの除去と表面粗さ付与( 10点平均粗さ 80μmRZJIS以下)を目的に,原板ブラストとも呼ばれる一次素地調整(temporary surface preparation, temporary cleaning)が実施される。
ブラスト後 3時間(又は 4時間)以内に,短期間の防せい(錆)目的でプライマー(primer)を塗付ける。この処理は,橋梁メーカで行われる作業までの腐食抑制を目的とするので,一次防せい(temporary rust prevention)といわれ,処理された鋼板をショップ鋼板(shop sheet steel)という。
新設鋼橋 全工場塗装
橋梁メーカ
橋梁メーカでは,鋼板の切断,溶接作業を行い,架設現場に搬入可能な大きさの複数のブロック(部材)に分けて橋梁を製作する。
製作されたブロックを組立て(仮組立という),設計図通りに作製しているかを検査する。
検査合格後に,ブロック毎に製品ブラストとも呼ばれる二次素地調整(secondary surface preparation)を行う。
ブラスト後,3~4時間以内に表面清浄度,表面粗さの検査,塗装仕様の第一層目(ジンクリッチペイントなど)の塗装が実施される。
第二層目以降の塗装は,採用した塗装仕様に従って実施される。橋梁メーカの敷地で行われる塗装を工場塗装といい,架設現場に搬入された後で行われる塗装を現場塗装という。
1990年代までは,塗装仕様の下塗り塗料までを工場塗装で行い,架設後に中塗り塗料と上塗り塗料を塗付ける現場塗装が一般的であった。
現在は,塗装仕様の上塗り塗料までを橋梁メーカで塗付ける全工場塗装が主流になっている。
架設現場
塗装を終えた橋梁ブロックは,はしけやトレーラーなどを用いて架設現場に搬入される。搬入後には,架設工事開始まで現地に仮置きされ,その後各種工法を用いて架設される。
架設工事では,ブロックを高力ボルトや現場溶接で接合しながら組み立てられる。架設工事の最終段階で,現場で接合した添接部表面の塗装,及び運搬,架設工事で生じた傷の補修塗装が行われる。
ページのトップへ
基本用語
鋼(steel, ferrous metal)
読み「はがね」,「こう」,“はがね”の語源は刃物に用いる金属で,焼入れによって硬化する鉄合金を意味していた。
JIS 用語では,鉄を主成分として,一般に約 2%以下の炭素と,その他の成分を含むもの。【JIS G 0203「鉄鋼用語(製品及び品質)」】
鉄鋼(steel, iron and steel)
鉄を主成分とする材料の総称として使われるが,普通は鋼 (鉄と炭素 2.0%以下の合金) を意味する。工業的には純鉄,鋼,鋳鋼,合金鋼,銑鉄,鋳鉄,フェロアロイ (→合金鉄 ) を鉄鋼ということが多い。純鉄は工業材料としては限られた用途しかなく,大部分の鉄は炭素との合金すなわち鋼として,あるいは他の元素を含む合金鋼として使われる。世界中で使われている金属材料のうち重量で 95%が鉄鋼である。
構造用鋼(steel for structure, structural steel)
建築,橋,船舶,車両,及びその他の構造物用として強度及び必要に応じて溶接性を重視して製造された鋼材。【JIS G 0203「鉄鋼用語(製品及び品質)」】
構造用鋼は,車両,機械部品などに用いられる機械構造用炭素鋼(mechanical structural carbon steel),橋梁,建築物,船舶などに用いられる構造用合金鋼(structural alloy steel)に分けられることもある。
製鋼(steel making)
溶錬して鋼を製造する工程。
ミルスケール(mill scale)
鋼材の製造過程において高温に加熱されるとき,空気中の酸素と反応して生成し付着している酸化物被膜。【JIS Z0103「防せい防食用語」】
鉄鋼の熱間圧延中に生じる酸化鉄の層。黒皮ともいう。【JIS K5500「塗料用語」】
一次素地調整(temporary surface preparation, temporary cleaning)
鉄鋼メーカ等で行われる一次素地調整は,原板ブラスト(blasting for rolled sheet)とも呼ばれる。この処理は,製鉄工場で熱間圧延で生成したミルスケール(黒皮),付着物やその後に発生した赤さびなどを除去することを目的として行われる。
一次防錆(ぼうせい)(temporary rust prevention)
作業工程,保管,輸送中などにおける短期間の防せい。【JIS Z0103「防せい防食用語」】
二次素地調整(secondary surface preparation)
鉄鋼メーカ等で一次素地調整された鋼板を橋梁製作工場に搬入し,防食塗装前に実施される塗装に適した素地に仕上げることを目的とに行われる素地調整で,ブラスト処理に対しては製品ブラスト(blasting after make-up)ともいわれる。
ブラスト処理(abrasive blast-cleaning , blasting)
金属製品に防せい防食を目的として塗料などを被覆する場合に,素地調整のために行われる。研削材に大きな運動エネルギーを与えて金属表面に衝突させ,金属表面を細かく切削及び打撃することによってさび,スケールなどの付着物を除去して金属表面を清浄化又は粗面化させる方法。【JIS Z0103「防せい防食用語」】
処理される表面に高運動量のブラスト研削材を衝突させる方法。金属製品の防せい防食を目的として塗料などを被覆する場合に,素地調整のために行われる。研削材に大きな運動エネルギーを与えて金属表面に衝突させ,金属表面を細かく切削及び打撃することによってさび,スケールなどを除去して金属表面を清浄化又は粗面化させる方法(JIS Z 0311「ブラスト処理用金属系研削材」参照)。【JIS K5500「塗料用語」】
圧縮空気流,遠心力などを用いてブラスト材を基材の表面に吹き付けて黒皮,酸化物などを除去して清浄化すると同時に粗面化する操作(JIS Z 0310「素地調整用ブラスト処理方法通則」参照)。【JIS H8200「溶射用語」】
アルミナ,ショット,グリッド,ガラスビーズなどを用いて,空気の流れによって吹き付ける表面処理。【JIS H 0201「アルミニウム表面処理用語」】
加工面に固体金属,鉱物性又は植物性の研磨材を高速度で吹き付け,表面を清浄化,磨耗若しくは硬化させる方法。参考:対応国際規格では,使用する研磨材などの種類によって,アブレシブブラスト(abrasive blasting),ビードブラスト(bead blasting),ガラスビードブラスト(glass bead blasting),カットワイヤブラスト(cut wire blasting),グリットブラスト(grit blasting),サンドブラスト(sand blasting),ショットブラスト(shot blasting),ウエットブラスト(wet blasting)の用語を規定している。【JIS H 0400「電気めっき及び関連処理用語」】
ページのトップへ