防食概論:塗装・塗料
☆ “ホーム” ⇒ “腐食・防食とは“ ⇒ “防食概論(塗料・塗装)” ⇒
ここでは,塗装作業で用いられる 【塗り付け方法】, 【塗着効率】 に分けて紹介する。
塗装概論(塗付け技術)
塗り付け方法
塗料の塗り付けは,被塗物の形状,使用する塗料の特性,塗装環境の制約などに応じた多くの方法がある。
主な塗装方法は,【防食の基礎】・【塗装技術】で紹介したように,刷毛塗り(brush application),ローラ塗り(roller application),エアスプレー塗り(air spray application),エアレススプレー塗り(airless spray application),静電塗装(electrostatic coating),電着塗装(electrodeposition, electrocoating),ロールコーター塗装(roller coating),カーテンフロー塗装(curtain coating),及び粉体塗料(powder coating material)の静電塗装,流動浸漬法(fluidized bed coating process),溶射法(thermal spraying)による粉体塗装(powder coating)などである。
ここでは,鋼橋などの鋼構造物塗装で用いられる刷毛塗り,ローラ塗り,及びエアレススプレー塗りについて紹介する。
【参考】
塗装(coating, application, painting, finishing)
物体の表面に,塗料を用いて塗膜又は塗膜層を作る作業の総称。
備考:ISO(国際標準化機構)用語規格では,塗料は“coating material”,塗膜は“coat”と定義しているが,ここに記載する塗装に対応する用語は規定されていない。また,BS(英国規格)用語規格では,同様に“coating material”を塗料,“coat”を塗膜とするほか,“coating”を塗装として定義している。
しかし,ASTM(米国材料試験協会)用語規格では,“coating”は塗料として,また,塗ることは“paint(vb)”として定義されている。そのほか,CED(Coatings Encyclopedic Dictionary)には,塗装の意味の用語として“application”が記載されている。
ここでは,対応英語は,“coating”,“application”その他を併記している。【JIS K5500「塗料用語」】
吹付け塗り(spraying, spray coating)
スプレーガンで塗料を微粒化して吹き付けながら塗る方法。
エアスプレー(塗り)(air spray application)
塗料などの液体を高速の空気流と衝突させて霧化(むか)する方法で,この方法で塗装することをエアスプレー塗りという。
エアレススプレー(塗り)(airless spraying, airless spray application)
高速の空気を用いないで霧化する方法で塗装するスプレー塗りの一種。塗料に圧力を掛けて強制的にノズルから噴出させて塗装する方法。【JIS K5500「塗料用語」】
用いるエアレススプレーガン(airless spray gun)は,空気吹付けによらないで,塗料自体に圧を掛けてノズルから塗料を霧状に噴き出して塗る器具。【JIS K5500「塗料用語」】
静電塗装(electrostatic spraying, electrostatic coating)
霧化した塗料粒子と被塗物との間に静電電位差を掛けて,塗料の霧を被塗物に引き付けて塗る方法。塗料の霧は,回転円盤,スプレーガンなどで発生させるが,発生源に対する物体の裏側にも塗料が付着し,塗料の損失が少ないのが特徴。電圧は通常 40~100kV。【JIS K5500「塗料用語」】
はけ(刷毛)塗り(brush application, brushing, brush coating)
はけで塗料を塗る方法。【JIS K5500「塗料用語」】
はけ(刷毛)(brush)
塗料を塗り付ける器具の一種。獣毛又は合成樹脂製繊維を束ねて,柄に固定したもの。毛や繊維の束に塗料を含ませ,物体の表面に触れて移動し,塗料を物体の表面に薄層として塗り付ける。
束の形や角度によって,ずんどうばけ(※1)・丸はけ・平はけ・すじかいばけ があり,用いる毛には,馬毛,やぎ毛,豚毛,うさぎ毛,たぬき毛,ナイロンなどがある。【JIS K5500「塗料用語」】
※1 :ずんどうばけとは,塗料用のはけの一種で,二つに割った柄の先端に毛の束をはさんで,毛先が柄の延長に向くように取り付けたものです。毛の束の幅で大きさを表す。
ローラ塗り(roller application)
手持ちローラ(ブラシ)によって塗料を塗る方法。備考:ロールコーターによる工業塗装の場合は“Roller coating”。【JIS K5500「塗料用語」】
養生(masking, curing, conditioning)
日本語の養生(ようじょう)には多数の意味がある。一般的には次の二つに大別される。
第一に,日常生活の中で広く用いられる生を養うことを意味する養生である。すなわち,身体の状態を整えること,健康を増進すること,病気の自然治癒をうながすことなどを指す養生(hygiene,take care of one's health)で,摂生(せっせい;hygiene,health maintenance),保養(recuperation,preservation of one's health)などともいわれる。
第二に,工学分野で用いられる養生がある。工学分野では,先に完成した部分を周辺物からの汚損や傷から保護する養生(masking),コンクリート施工に於けるセメントの硬化反応や有機化合物の硬化反応などが十分に進むように必要な温度や組成を保つ作業全体を意味する養生(curing,cure)が用いられる。
塗料などの化学分野では,試験前の試料及び試験片を養生雰囲気に指定期間保持することによって,その温度及び湿度を規定条件に合わせるように全体として設計された操作を養生(conditioning)という。
塗料,及びその原材料を養生及び試験する際,一般的に使用する温度及び相対湿度の条件については,JIS K 5600-1-6「塗料一般試験方法−第1部:通則−第6節:養生並びに試験の温度及び湿度」 (Testing methods for paints−Part 1 : General rule−Section 6 : Temperatures and humidities for conditioning and testing)に規定されている。
ページのトップへ
塗着効率
鋼橋では,新設時の塗装は,原則としてエアレススプレー塗り(airless spray application)が行われる。塗替え塗装など,現場塗装(field coating)では,刷毛塗り(brush application)とローラ塗り(roller application)の併用が一般的で,エアレススプレー塗りが採用されるのは特殊な場合である。
現場塗装でスプレー塗りが普及しない最大の理由は,塗着効率(coating efficiency)の低さにある。すなわち,塗着効率が低いことは,塗膜として残らず,付近環境へ飛散する量が多いことを示す。
塗着効率とは,塗装に要した塗料量に対する被塗物表面に付着した塗料の量の比率である。一般的に,刷毛塗りやローラ塗りの塗着効率は 95%以上といわれている。
一方,スプレー塗りでは,参考資料 1) によると,効率が良いとされる静電塗装(electrostatic spraying, electrostatic coating)でさえ塗着効率 60~80%程度しかない。
例えば,塗着効率 70%のエアレススプレーを現場塗装に採用した場合には,使用した塗料の約 30%が塗料飛沫として塗装現場の環境に飛散し,付近の建築物,自動車,及び通行人などを汚損する。
現場塗装で塗着効率の低いスプレー塗りを採用する場合には,塗料飛沫の飛散による被害を防止する養生(masking)を講じなければならない。
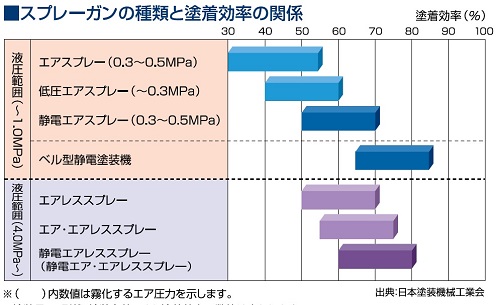
スプレー塗装の塗着効率
出典:参考資料1)
参考資料 2) によると,スプレー塗装では,吹き付けガンと被塗物の面とのなす角度が塗着効率に与える影響が大きく,被塗物の面に対し垂直(90°)の場合に最も効率が良く,垂直面からのずれ角度が 30~35°を超えると急激に塗着効率が減少し,45°では半減することを示している。
既設構造物の複雑な構造部位の塗装では,塗装ガンと被塗面のなす角度が制限されることもあり,塗着効率に与える影響を理解した上で施工するのが望ましい。
【資料】
1) 環境省 水・大気環境局大気環境課,「すぐにできるVOC対策 塗装で取り組むVOC削減の手引き」,(社)産業と環境の会,2007,p.7
2) 菊田眞人,加藤恒雄,津田益二;“VOC削減に対する最近の塗装技術動向”,塗料の研究,No.132, pp.32-42 (1999)
ページのトップへ