防食概論:塗装・塗料
☆ “ホーム” ⇒ “腐食・防食とは“ ⇒ “防食概論(塗料・塗装)” ⇒
ここでは,既設構造物の塗替え塗装における塗料の塗付け作業に関連して, 【塗付け作業の留意点】, 【先行塗装】, 【塗付け量の確認】, 【気象条件の記録】 について紹介する。
塗装概論(塗替え塗装管理)
塗り付け作業の留意点
鋼橋などの大型構造物の塗替え塗装は,現場での屋外作業が大多数である。現場・屋外作業では,河川上,道路上,線路上などの立地環境による制約,複雑な構造による作業姿勢の制限,気象の直接影響などを受ける。このため,対象構造物に適した塗装工事を計画し,現場・屋外作業に適した塗り付け作業を実施する。
ここでは,塗替え塗装の実施に際して,一般的な留意点,管理の要点として,「先行塗装」,「塗付け量の確認」,「気象条件の記録」に項目を分けて解説する。
先行塗装
隅部,角部,部材合わせ部,ボルト・ナット部など複雑な構造部位のエッジ部は,1回の塗装で十分な厚みを確保できないことが多い。そこで,素地調整で鋼素地を露出させたこの種の個所では,指触乾燥の状態で補修塗装を1回多く増し塗りするなど状況に応じた仕様の変更が望ましい。
本塗装に先立ち,隅部,角部,部材合わせ部,ボルト・ナット部などの部分に塗装することを先行塗装という。
なお,ボルト・ナット部に関しては,腐食が甚だしく,通常の増し塗りでは長期耐久が期待できないと想定される場合には,塗装仕様の変更(超厚膜形塗料の部分採用など),ボルトキャップ(bolt cap)の採用を検討するのが良い。
【参考】
乾燥(塗料)(drying)
塗付した塗料の薄層が,液体から固体に変化する過程の総称。塗料の乾燥機構には,溶剤の揮発,蒸発,塗膜形成要素の酸化,重合,縮合などがあり,乾燥の条件には,自然乾燥,強制乾燥,加熱乾燥などがある。また,乾燥の状態には,指触乾燥,半硬化乾燥,硬化乾燥などがある。
指触乾燥(set-to-touch, dust-free, dust dry)
塗料の乾燥状態の一つ。塗った面の中央に触れてみて,試料で指先が汚れない状態(set-to-touch)になったときをいう。JIS K 5600-1-1「試験一般(条件及び方法)」参照。
備考:ASTM,BS では,このほかに,塗面にほこり(綿の繊維や顔料グレードの炭酸カルシウムなど)が付着しなくなった状態を dust-free にあるという。【JIS K5500「塗料用語」】
ページのトップへ
塗り付け量の確認
塗装では,その塗料に規定する量を過不足なく塗り付け,均一で十分な厚さの塗膜を形成しなければならない。塗り替え塗装において,適切な量が塗付けられたかの管理(膜厚管理)には,旧塗膜残存や素地調整による下地の凹凸の影響があるため,新設塗装時に適用した電磁膜厚計(electromagnetic thickness tester)による乾燥膜厚の計測では,塗替え塗装で塗付けられた塗膜の厚みの計測が不可能である。
そこで,塗り付け作業が適切に実施されているかは,JIS K 5600-1-72014「膜厚」に規定される塗膜乾燥前のぬれ膜厚の測定から乾燥膜厚に換算し,必要な膜厚が確保できるかを確認するのが一般的である。
ぬれ膜厚(ウェット膜厚)の計測には,JIS K 5600-1-7「膜厚」に規定される測定法 1A くし形ゲージ(comb gauge),又は測定法 1B ロータリ形ゲージ(wheel gauge)を用いるのが一般的である。
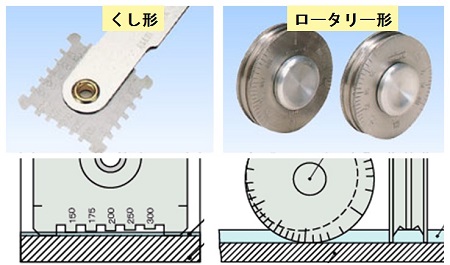
ウェットフィルム膜厚計
写真出典:(株)サンコウ電子研究所 カタログ
“ロータリー形ゲージ”には,円筒に同じ直径で同軸となる 2つの枠と直径が小さく偏心している枠の 3つの枠があり,外側の枠の一方には,目盛が刻まれており,偏心枠の数値は,同心枠の目盛と対比して読み取ることができる構造を持つ。枠を転がし塗料で濡れている偏心した枠の最も高い目盛の値からぬれ厚みを求める。
塗装系に規定される乾燥膜厚を Td とすると,作業中のウェット膜厚(Tw)を次の要領で推定できる。
厳密には,塗料密度,希釈に用いた溶剤量,密度を考慮した計算が必要であるが,過不足なく塗り付けているかの確認が目的なので,塗料試験成績書に示される混合塗料中の加熱残分 Vs(%),希釈した溶剤の割合 S(%)を用いて,
Tw ≒ Td×100/Vs×(100+S)/100 = Td×(100+S)/Vs
で得られる。
工事全体として適切に塗付けられたかを確認するためには,JIS K 5600-1-7「膜厚」に規定される 質量法(difference in mass)を応用した方法が用いられる。すなわち,塗装した面積,塗料の密度が既知なので,使用した塗料の量と想定した塗着効率から単位面積に塗付けられた塗料の量,すなわちぬれ膜厚が計算できる。この方法による膜厚管理を“使用量管理や空缶管理”という。
【参考】
ぬれ膜厚(塗料)(wet-film thickness)
塗装直後の未乾燥状態での膜厚。【JIS K5600-1-7 「膜厚」】
当該規格には,ぬれ膜厚を求める方法として,機械式測定法(mechanical methods)と質量法(difference in mass, gravimetric method)が規定されている。
ページのトップへ
気象条件の記録
塗装系・塗料毎の仕様として,気温,湿度の制限があるので,これを厳守しなければならない。このため,気象条件の変動し易い塗替え塗装では,塗装作業中の天候,温度,湿度を記録しておくのが一般的である。
特に,冬季の低温(硬化反応が進まない),夏季の高気温,高い鋼板温度(速い溶剤揮発,レベリング不良など均一な塗膜が形成されない),高い相対湿度(塗膜表面の結露)には,注意が必要である。
他には,強風,降雨,降雪,霜も塗装作業に影響するので,塗装作業期間の気候も記録しておくのが良い。
塗装作業中の相対湿度(relative humidity)の制限は,塗料種で異なる。例えば,無機ジンクリッチペイントなど湿気硬化形の塗料では下限と上限が定められ,溶剤揮発形,反応硬化形の塗料では上限のみを定めるのが通例である。
多くの塗料では,相対湿度の上限を 85%としている。「鋼道路橋塗装・防食便覧」や「鋼構造物塗装設計施工指針」では,相対湿度が制限を超えている場合のみならず,架設現場の気象予報から塗装作業中に制限を超える可能性が高い場合には,塗装を禁止するのが原則になっている。
相対湿度制限の理由
相対湿度 85%を上限とする理由は次による。溶剤形塗料を塗り付けた直後に溶剤の揮発に伴う気化熱(heat of vaporization)により,塗膜表面の熱が奪われ,表面温度が低下する。ここで,常温(23℃程度)付近で表面温度が気温より約 2.7℃低下した場合には,相対湿度 85%での露点(dewpoint)に達し,結露(dew formation)し始める。
塗り付けた塗料が乾燥する前に,水が付着すると塗膜不具合の原因になる。一般的には,構造物用塗料の溶剤揮発で表面温度が 2℃以上低下することが少ないので,安全な範囲として,相対湿度 85%が作業禁止の条件として定められた。
これは,ブラスト処理の作業禁止条件の相対湿度 80%以上は,鋼表面に形成した水膜により鋼腐食が開始する相対湿度であり,結露により塗り付けた塗料表面に厚い水膜が形成する塗装禁止条件とは意味合いが違うので混同しないこと。
【参考】
露点(dewpoint)
露点温度ともいい,水蒸気を含む空気やガスを冷却するとき,その水蒸気圧が飽和水蒸気圧と等しくなる温度。この温度以下になると水蒸気は液化する。【JIS Z0103「防せい防食用語」】
結露(dew formation)
露点以下の温度で水蒸気が凝縮すること。【JIS Z0103「防せい防食用語」】
ページのトップへ