防食概論:塗装・塗料
☆ “ホーム” ⇒ “腐食・防食とは“ ⇒ “防食概論(塗料・塗装)” ⇒
ここでは,はけを用いた適切な塗装作業に関連し, 【はけ(刷毛)さばき】について, 【平面部(垂直面)の塗装】, 【細い部材,狭あい部の塗装】, 【リベット・ボルト部の塗装】 に分けて紹介する。
塗装概論(塗付け技術)
はけ(刷毛)さばき(塗り方)
先に述べたように,一般的に,はけ(刷毛)塗り(brush application)はローラ塗り(roller application)に比較して,表面の仕上がりが良く,下地との密着が高く,ピンホールなどの塗膜欠陥の発生が少ないなどの特徴がある。
これらの特徴を十分に発揮するためには,塗る技術が必要である。次に基本的な塗り方の例を紹介する。
【参考】
塗装(coating, application, painting, finishing)
物体の表面に,塗料を用いて塗膜又は塗膜層を作る作業の総称。
備考:ISO(国際標準化機構)用語規格では,塗料は“coating material”,塗膜は“coat”と定義しているが,ここに記載する塗装に対応する用語は規定されていない。また,BS(英国規格)用語規格では,同様に“coating material”を塗料,“coat”を塗膜とするほか,“coating”を塗装として定義している。
しかし,ASTM(米国材料試験協会)用語規格では,“coating”は塗料として,また,塗ることは“paint(vb)”として定義されている。そのほか,CED(Coatings Encyclopedic Dictionary)には,塗装の意味の用語として“application”が記載されている。
ここでは,対応英語は,“coating”,“application”その他を併記している。【JIS K5500「塗料用語」】
はけ(刷毛)塗り(brush application, brushing, brush coating)
はけで塗料を塗る方法。【JIS K5500「塗料用語」】
はけ(刷毛)(brush)
塗料を塗り付ける器具の一種。獣毛又は合成樹脂製繊維を束ねて,柄に固定したもの。毛や繊維の束に塗料を含ませ,物体の表面に触れて移動し,塗料を物体の表面に薄層として塗り付ける。
束の形や角度によって,ずんどうばけ(※1)・丸はけ・平はけ・すじかいばけ があり,用いる毛には,馬毛,やぎ毛,豚毛,うさぎ毛,たぬき毛,ナイロンなどがある。【JIS K5500「塗料用語」】
※1 :ずんどうばけとは,塗料用のはけの一種で,二つに割った柄の先端に毛の束をはさんで,毛先が柄の延長に向くように取り付けたものです。毛の束の幅で大きさを表す。
ページのトップへ
平面部(垂直面)の塗装
ウェブやフランジなどの平面の多い部材の塗装には,寸胴ばけ(zundou-bake)や平ばけ(flat brush)を用いて,次に示す要領で塗装する。
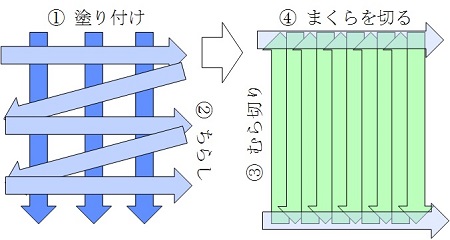
刷毛塗り手順
- 塗り付け
刷毛に塗料を滴下しない程度含ませ,上から下に向い縦に等間隔で塗り付ける。塗料を配る感覚で塗る。 - ちらし
塗り付けた塗料を,横方向,若しくは斜め方向に上から下に向って,塗り拡げる。 - むら切り
全面に,上から下に,下から上に刷毛を動かし,均一な膜厚になるようむらなく塗るとともに,刷毛目や塗り継ぎが目立たないように仕上げる。 - まくらを切る
最後に上部と下部の薄膜部(刷毛を切り返した部分)に対し,刷毛を横に通す。
なお,下塗り塗料の塗装後に,中塗り塗料,上塗り塗料を塗る際には,それぞれの層の塗りつぎ(lap)が重ならないように工夫する。
塗りつぎ(lap)
塗合わせ(lap)ともいい,被塗物の表面全体を 1回塗りしているとき,新たに塗付された領域の隣に次の塗料を塗付する際にその一部を重ね合わせて塗りつぐ操作,又はその重なり部分をいう。【JIS K5500「塗料用語」】
塗装方法によって,その意味は多少異なるが,スプレー塗りではパターンの重なりといい,膜厚の均一化を図るためには 1/3以上の重なりが必要であるという。
ページのトップへ
細い部材,狭あい部の塗装
エッジ部の塗膜厚み
部材と部材の距離が小さく,通常の筋違ばけでは十分な刷毛返しができない状況では,隅きり用刷毛やブラシ状の刷毛を利用し,塗料を塗り込むような入念な塗装を行う。
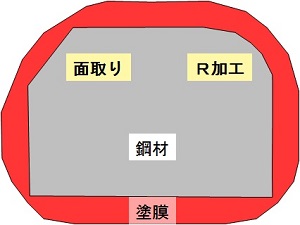
エッジ部は,塗料の表面張力(surface tension)の影響で,下図に示すように,角部の膜厚は平面部の 10~20%程度の薄膜となる。この部位が早期腐食の原因となるので,鋼橋設計・製作の段階で,エッジ部の面取りや R加工(R finishing)を施しているいるが,それでも平面部に比較して薄膜化( R加工でも平面部の 70~80%)し易い。
このため,エッジ部の下塗り塗装では,全面塗装に先行してエッジ部のみに 1回増し塗りしておくことが推奨される。すなわち,エッジ部のみが塗装仕様より 1層多い塗り回数になる。
リベット・ボルト部の塗装
リベット(rivet)による接合部は,筋違ばけを用いて,刷毛を回すようにしてリベット周りを塗り付ける。
高力ボルト(high-tensile bolt)による接合部は,隅部,角部が多いので,刷毛を叩きつけるようにして塗料を配り,隅部に塗料を行き渡らせたあと,リベットと同様に塗り付ける。しかし,リベットと異なりボルト頭やナットに角部があり,エッジ部同様に薄膜化し易いので,小さな刷毛を用いるなどして入念な塗装に心がける。なお,腐食性環境では,ボルトキャップを用いるなどの配慮が望まれる。
【参考】
リベット接合(rivet joint)
リベットは,締め釘や鋲(びょう)ともいわれ,重ね合わせた鋼材を締結するのに用いる金属製の部品である。リベットの一端に頭(丸形・平形・皿形)を持ち,軸部(柱状)を接合する穴に差し込み,はみ出た他端をつぶして頭を作り,永久的に締結する。なお,軸部の直径が 25mmより大きいものは機械打ち,小さいものは手打ちで作業する。
ページのトップへ