防食概論:防食の基礎
☆ “ホーム” ⇒ “腐食・防食とは“ ⇒ “防食概論(防食の基礎)” ⇒
環境遮断(塗料・塗装)
構造物塗装
鋼構造物,船舶,車両,大型自動車(バス,トラック)では,鋼板厚みが厚く重いこと,構造体の部品といえども寸法が大きいこと,連続処理できるほどの生産量がないこと,製品ごとに塗装に対する要求性能が異なることなどの理由で,工業塗装で活用されているような焼き付け塗装や塗装ライン化の適用が困難である。このため,室温などの常温で硬化反応が進む自然乾燥(air drying , air-drying)タイプの塗料を用いた製品ごとの処理が基本となる。
さらに,この種の塗装には,一般的に美観の高さより高い防食性能と長期耐久が求められる。このため,工業塗装とは異なる厚膜が得られる常温硬化型の塗料が主に用いられる。
【構造物塗装の例】
一般的な鋼構造物には,60~100年と長期間の期待耐用年数が設定されている。このため,構造物塗装では,工業塗装と異なり,美観よりも防食性能,長期耐久性が優先される。
【新設時の塗装について】
鋼橋の製作工程は,【社会資本とは】の【鋼橋の製作】で解説している。この中で,新設時塗装の詳細は,【塗装構造物】に紹介している。ここでは,塗装工程の概要を紹介する。
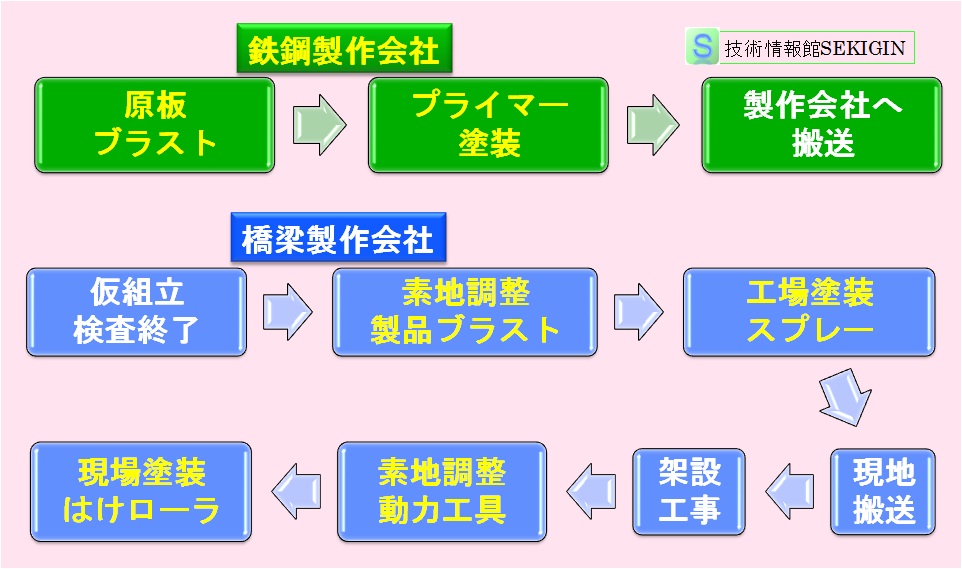
構造物塗装の工程例
【ショップ鋼板の製作】
一般的な鋼橋には,板厚み 9mm以上の構造用の圧延鋼板が用いられる。圧延鋼板の表面に付着するミルスケール(mill scale ;黒皮ともいう)などの付着物除去を目的に,鉄鋼製作会社では,一次素地調整(temporary surface preparation , temporary cleaning ;原板ブラストともいう)が行われる。
一次素地調整後,直ちに短期間の防せいを目的としたプライマー塗装が行われる。この処理鋼板をショップ鋼板という。ここで“短期間の防せい”とは,鉄鋼製作会社から橋梁製作会社に搬送され,橋梁製作までの期間に著しい腐食に至らないことを目的とした防せいである。
【鋼橋の塗装】
橋梁製作会社では,鋼橋設計に基づき,鉄鋼製作会社から搬入されたショップ鋼板の切断・溶接工程を経て,適当な大きさの複数のブロックを製作する。
ブロックが全て製作された後に,これらを仮に組立て,仮組立検査を受ける。この検査で設計通りに製作されていることを確認する。
検査合格後に解体され,ブロック毎に,防食塗装のための二次素地調整(secondary surface preparation ;製品ブラストともいう)が行われる。
二次素地調整後直ち( 3~4時間以内)に,第 1層目の下塗り塗料(防食性能を重視した塗料)をエアレススプレー塗装する。
通常は,第 1層目の下塗り塗装されたブロックは,塗装ヤードに移され,設計で指示された塗装仕様(塗装系ともいう)を順次塗装する。多くの橋梁製作会社の塗装ヤードは屋外環境で,塗装が天候に左右されるため,塗装管理の良否が製品としての塗膜の品質に影響する。
多くの機関(鉄道,道路など)では,長期防錆型塗装(重防食塗装ともいわれる)として,第 2層目以降の下塗り塗料や中塗り塗料には,素地・下塗り塗膜の保護を目的とする耐薬品性,環境因子遮断性能に優れる塗料を,上塗り塗料には景観性能付与を目的に耐候性(耐紫外線性),色彩自由度に優れる塗料を用いた塗装仕様が採用される。現在は塗膜の総厚みが 200μm以上となる塗装仕様が一般的である。
塗装では,常温で硬化反応が進む液状塗料が採用される。この種の塗料の塗り重ねは,先に塗り付けた塗料がある程度硬化しないと,次を塗装できない。このため,塗装が完了するまで複数の日数が必要となる。
また,塗装方法として,スプレー塗り,ローラ塗り及びはけ塗りが採用される。塗装の品質は,作業者の技能に大きく依存する。
橋梁製作工場で塗装された鋼橋は,現地に搬入後架設される。架設後に,橋梁ブロックの運搬・架設工事で生じた塗膜損傷部の補修塗装が行われる。これを現場塗装などともいう。
【鋼橋の塗替え塗装】
「社会資本とは」の「鋼橋の維持管理」の項で解説したように,鉄道では 2年毎に,道路では 2.5年(中間点検込)毎の定期的な検査,点検で鋼橋の健全度,及び塗膜の劣化状態を評価している。
塗膜の状態検査では,鋼腐食への影響を評価し,塗膜劣化が進んでいる場合には,適切な時期に塗替え塗装の実施が計画される。なお,多くの機関の塗膜劣化評価では,防食性能に影響する塗膜変状を重視して行っている。
【参考】
乾燥(塗料)(drying)
塗付した塗料の薄層が,液体から固体に変化する過程の総称。塗料の乾燥機構には,溶剤の揮発,蒸発,塗膜形成要素の酸化,重合,縮合などがあり,乾燥の条件には,自然乾燥,強制乾燥,加熱乾燥などがある。また,乾燥の状態には,指触乾燥,半硬化乾燥,硬化乾燥などがある。【JIS K5500「塗料用語」】
指触乾燥とは,塗料の乾燥状態の一つで,塗った面の中央に触れてみて,試料で指先が汚れない状態になったときをいう。
ミルスケール(mill scale)
黒皮ともいい,熱間加工(熱間圧延)で鋼材表面にできる酸化物被膜をいう。
鋼材の製造過程において高温に加熱されるとき,空気中の酸素と反応して生成し付着している酸化物被膜。【JIS Z0103「防せい防食用語」】
鉄鋼の熱間圧延中に生じる酸化鉄の層。黒皮ともいう。【JIS K5500「塗料用語」】
一次素地調整(temporary surface preparation , temporary cleaning)
鋼橋製作時の素地調整には,鋼材製作時の一次素地調整と橋梁組立後の防食塗装時に行う二次素地調整,及び架設工事で行う現場塗装での素地調整がある。
一次素地調整とは, 鉄鋼メーカ等で行われる一次素地調整は,原板ブラスト(blasting for rolled sheet)とも呼ばれる。この処理は,製鉄工場で熱間圧延で生成したミルスケール(黒皮),付着物やその後に発生した赤さびなどを除去することを目的として行われる。
二次素地調整(secondary surface preparation)
鉄鋼メーカ等で一次素地調整された鋼板を橋梁製作工場に搬入し,防食塗装前に実施される塗装に適した素地に仕上げることを目的とに行われる素地調整で,ブラスト処理に対しては製品ブラストともいわれる。
ページトップへ