防食概論:防食の基礎
☆ “ホーム” ⇒ “腐食・防食とは“ ⇒ “防食概論(防食の基礎)” ⇒
環境遮断(塗料・塗装)
工業塗装
工業塗装(industrial finishing)とは,電気製品,通信機器,電気設備,自動車部品,金属製品,プラスチック製品,建設資材などの主に工場で行う塗装をいう。この中で,乗用車などの小型自動車,建築資材や家電品など,大量の製品に連続的に高効率で塗装するため,塗装ライン(coating line)を設置した塗装方式が採用されている。
塗装対象となる製品の多くは,期待耐久年が 5年から10年程度と短いため,塗装材料に期待する耐久年も10年程度までである。
工業塗装に求められる性能は,高い美観に加えて,施工効率の高さである。この要求に応じるため,乾燥時間の短い加熱乾燥形塗料(baking coating , baking finish)を用いた焼付塗装が多い。
【工業塗装の例】
自動車の塗装工程の例として,マツダ(株)で実施する最新工程を下図に示す。
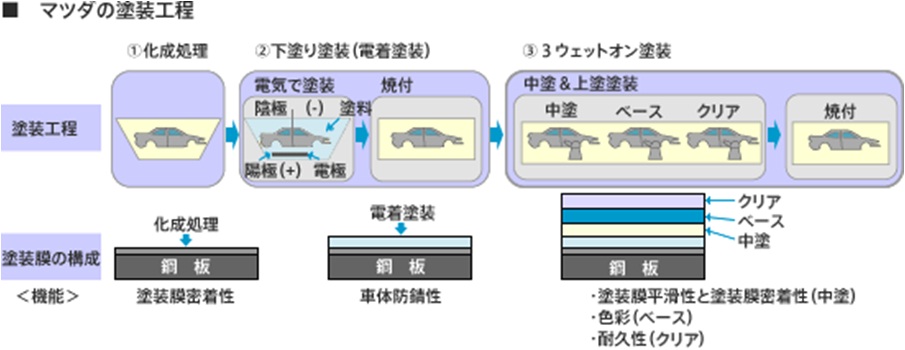
自動車塗装の工程例
出典:マツダ(株)HP(http://www.mazda.co.jp/philosophy/tech/env/production/ecoat.html)
10年程度の防食は,表面処理鋼板の採用で比較的容易に達成できるが,美観の維持,すなわち直射日光に曝され,60℃以上の外板温度となる状況で,色と光沢を 10年間保持することは,最高レベルの上塗り塗料と塗装技術が求められる。これを実現できる塗料・塗装技術が研究され,現在の塗装工程に至っている。
自動車用鋼板には,10年以上の防食を目的に,亜鉛めっき鋼板(zinc-coated steel sheets),りん酸亜鉛による表面処理鋼板(surface treated steel sheets)などが採用される。
塗装の下塗りは,表面平滑性の付与と素地との密着性確保を目的に,電着塗装(electrodeposition, electrocoating)が作用されている。自動車の電着塗装では,防錆顔料を含むエポキシ‐ポリアミド系塗料を用いたカチオン電着塗装(cathodic electrodeposition)が主流である。下塗り塗装後に,170~180℃で 20~25分間焼き付けられる。
次いで,一般的には,中塗り塗料(ポリエステル‐メラミン系塗料など)を静電塗装(electrostatic spraying)し,焼き付けた後に,耐候性に優れる上塗り塗料(アクリル-メラミン系塗料)を 2層塗装される。
上塗り塗装の第 1層目は,着色を目的とした塗料で,ベースと呼ばれる。第 2層目には,光沢の長期保持を目的としたクリアー塗料が塗付けられる。一般的には,上塗り塗料を 2層塗付けた後に,まとめて焼き付けられる。
中塗り塗料 1層,上塗り塗料 2層の合計3回の塗付け,2回の焼き付けを行うので,この塗装工程は 3C2B(スリーコート,ツーベーク)と呼称されている。
【参考】
電着塗装(electrodeposition, electrocoating)
導電性のある物体を,水に分散した塗料の中に入れ,物体と他の金属体とが両極になるようにして電流を通し,物体に塗料を塗る方法。塗料中の塗膜形成要素と顔料とは帯電するので,物体がそれと反対の極になるように電流の方向を選べば,帯電したものは物体に付着し,電荷を失い,付着物は水に非分散性の被膜層になる。一般には,この後に塗料から引き上げ,水で洗浄してから焼き付ける。【JIS K5500「塗料用語」】
解離可能な水溶性塗料中で,被塗装物を陽極又は陰極として直流電圧を印加し,電気泳動によって塗装する方法。アルミニウムの場合は,アルミニウムを陽極として使うのが一般的である。【JIS H 0201「アルミニウム表面処理用語」】
静電塗装(electrostatic spraying, electrostatic coating)
霧化した塗料粒子と被塗物との間に静電電位差を掛けて,塗料の霧を被塗物に引き付けて塗る方法。塗料の霧は,回転円盤,スプレーガンなどで発生させるが,発生源に対する物体の裏側にも塗料が付着し,塗料の損失が少ないのが特徴。電圧は通常40~100kV。【JIS K5500「塗料用語」】
一般に被塗装物を陽極,噴射装置を陰極とし,直流高電圧をかけて静電気を帯電させた噴霧状の塗料を品物に電気的に引き付けて塗装する方法。【JIS H 0201「アルミニウム表面処理用語」】
加熱乾燥(stoving, baking)
塗り付けた塗料の層をあらかじめ設定された最低温度で加熱して,バインダーの架橋(分子量を増大)を起こさせて硬化させる工程。加熱は暖めた空気の対流,赤外線の照射などによる。加熱して乾燥させて得た塗膜は一般に硬い。通常は,66℃(150°F)以上の温度で乾燥する場合をいう。一般に加熱乾燥の温度範囲と時間は,塗料ごとに規定されている。【JIS K5500「塗料用語」】
ページのトップへ