防食概論:防食の基礎
☆ “ホーム” ⇒ “腐食・防食とは“ ⇒ “防食概論(防食の基礎)” ⇒
電気防食
陰極防食(カソード防食)
前項の【電気防食とは】では,陰極防食(カソード防食;cathodic protection)とは,電位を金属として安定な領域まで人為的に下げることと説明した。ここでは,具体的に電位を下げる手法について解説する。
【原理について】
中性の淡水中に置かれた鉄は,その表面上で鉄の溶解するアノード反応(anodic reaction)が起きる。それと同時に,別の場所で溶存酸素を還元するカソード反応(cathodic reaction)が起きる。アノード反応: 2Fe → 2Fe2++4e-
カソード反応: 4e-+O2+2H2O → 4OH-
これらの反応は,鋼の同一表面上の別々の場所で起きるため,鋼表面の電位-電流の関係は下図のようになる。この曲線を用いて,陰極防食の原理を説明する。
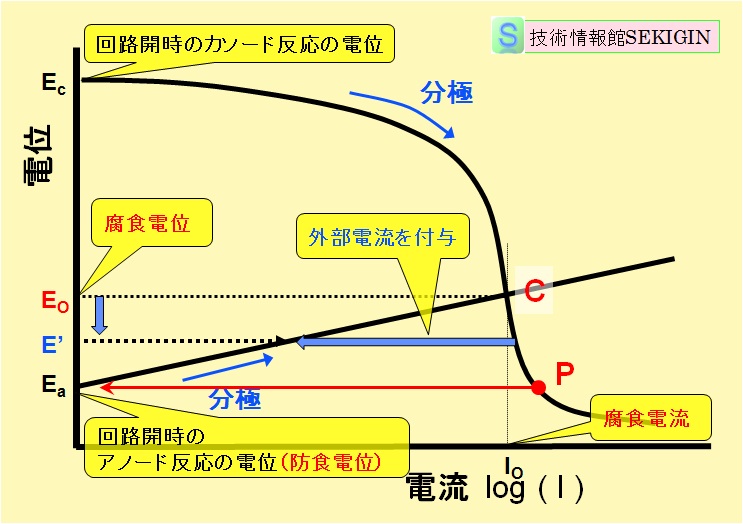
陰極防食原理図
鋼を中性淡水中に浸した瞬間,すなわち腐食反応開始直前では,カソード(cathode)の電位は図の電位 Ec ,アノード(anode)の電位は Ea で,電流ゼロの状態(カソード部とアノード部が電気的に絶縁された状態と同じ)が出発となる。
腐食反応の開始と共に,分極(polarization)する。すなわち,カソード部,アノード部の電位・電流が図中の太線(分極曲線;polarization curve)に沿って変化し,定常状態になると,図中のカソード曲線とアノード曲線の交点 C に至る。
すなわち,電位は E0 となり I 0 の電流が腐食回路に流れる。このときの E0 を腐食電位(corrosion potential),I 0 を腐食電流(corrosion current)という。
分極曲線(polarization curve)
電流密度と分極の関係を表すために,電流密度と電極電位を両軸にとって描いた曲線。電流密度―電位曲線ともいう。【JIS G 0202「鉄鋼用語(試験)」】
腐食電位(corrosion potential)
腐食している金属の照合電極に対する電位。自然状態における腐食電位を自然電位ともいう。それを大きさの順に並べた物を腐食電位列という。【JIS Z0103「防せい防食用語」】
腐食電流(corrosion current)
腐食電位(自 然電極電位)のときのアノー ド電流(=カ ソー ド電流)を 腐食電流という。すなわち,腐食反応の速度 W(g/s)は,腐食電流 I(A),時間 t(s),金属の原子量 M(g/mol),金属イオンの価数 n ,ファラデー定数 F(9.6485×104 C/mol)を用い,W = (ItM)/(nF) と表現することができる。
陰極防食の原理
鋼構造物をカソード電極にし,構造物の外部にアノード電極を設置し,その間を電気的に接続し,ある量の電流を加える。
加えた電流に応じて,図の C と Ea とを結ぶアノード曲線に沿って電位が移動する。電位は,アノード曲線とカソード曲線の差が加えた電流(例えば,図中の太い青矢印)に見合う電位 E’まで減少する。これにより,腐食電流(図中の点線)も減少する。
更に外部電流を増やし,電流値が図中の P 点に至ると,電位が Ea まで低下し,腐食電流はゼロになる。図中の P 点にするために加える電流は,防食に必要な最小限の電流,すなわち防食電流(protective current)となる。この時の電位を防食電位という。
実際には,金属の種類のみならず,金属表面状態や曝される環境の腐食条件により防食電流密度が異なる。このため,実用段階では,適用する環境で,又は模擬した環境での試験を行い,この結果を踏まえて,防食電流密度を定める必要がある。
防食電位(protective potential)
電気防食において,腐食を停止させるために必要な電位の値。【JIS Z0103「防せい防食用語」】
防食電流密度(protective current density)
金属の電位を防食電位に維持するために要する単位面積当たりの電流。【JIS Z0103「防せい防食用語」】
参考のため,一般的な環境における鉄鋼の防食電流密度の範囲例を次に示す。
| 環境 | 淡 水 中 | 海 水 中 | 中性土壌中 | コンクリート |
|---|---|---|---|---|
| 電流密度(mA・m-2) | 60~100 | 50~150 | 5~50 | 1~20 |
【実施方法について】
外部からの電流付与方法には,電源装置を用いて電流を与える外部電源方式(impressed current system),異種金属接触腐食の原理を利用した流電陽極方式(galvanic anode system)の 2種ある。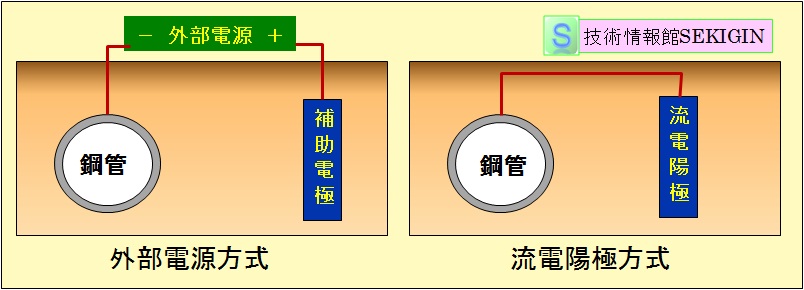
埋設鋼管での陰極防食例
【外部電源方式】
外部電源方式は,直流電源を用い,補助電極をアノードとし,構造物をカソードとして通電する方式で,電圧・電流をモニターしながら適切な電流を流せるよう自動調整できる低電位装置が利用される。
補助電極(白金めっきチタン,鉛合金,高けい素鉄,黒鉛など)の寿命が長いので,補助電極の取り換え周期を長くできる利点はあるが,電源の確保,電源装置の点検・補修,電力費など維持経費が必要である。
さらに,装置の管理を適切に行わないと,装置からの漏れ電流により他の構造物等に障害を与える可能性があるので,留意が必要である。
【流電陽極方式】
流電陽極方式は,構造物に用いる金属(例えば鋼)より電位が卑な金属を外部のアノード電極として接続し,金属間の電位差に起因し自然に発生する電流で防食する方法である。
接続される卑な金属は,流電陽極(galvanic anode),又は犠牲陽極(sacrificial anode)などと呼ばれる。
鋼に対して実用される流電陽極材料には,亜鉛,アルミニウム,マグネシウム,及びそれらの合金がある。電極の種類と設置数の選択は,必要な電流密度が得られるように,防食する構造物の表面状態,大きさと設置個所の環境から決められる。
原理的には,防食電流は電極の消耗で得られるので,防食する面積に応じた数の電極が必要になる。また,ある程度消耗すると電極の交換が必要になるなど,外部電源方式に比較して維持管理は煩雑となるが,電源確保不要の利点は大きい。
ページのトップへ