防食概論:防食の基礎
☆ “ホーム” ⇒ “腐食・防食とは“ ⇒ “防食概論(防食の基礎)” ⇒
環境遮断(ライニング被覆)
ライニング方法
有機ライニングの被覆方法には,例えばポリウレタンライニングのように塗装(coating, application, painting, finishing)による方法とポリエチレンライニングのように溶融押出成型法(extrusion molding)に分けられる。
塗装とは,物体の表面に,塗料を用いて塗膜又は塗膜層を作る作業の総称である。
溶融押出成型法とは,熱可塑性樹脂をフィルム化する一般的な方法で,シリンダー内で加熱しスクリューで加圧した溶融状態の樹脂を押出金型の吐出口(リップ)から押し出し冷却工程を経て成型する。
金型の形状や冷却方法などにより細分類されるが,金型の違いでは,インフレーション法(inflation)とTダイ法(T-die)に分けられる。
インフレーション法とは,押出機の先端にリングダイス(またはクロスヘッドダイ)と呼ばれる環状の金型を設置し,チューブ状に押し出して連続的に成型する方法である。
Tダイ法(フラットダイ法)とは,押出機の先端にTダイと呼ばれる直線状の金型を設置し,平板状に押し出して連続的に成型する方法である。
ポリウレタンライニング(塗装)
鋼管のポリウレタンライニングは,一般的には次の手順で行われる。1)下地処理
原管に付着している油分の脱脂,ミルスケール,さびなどはブラスト処理による除去を行う。
2)プライマーの塗装
下地とライニング皮膜との付着性確保目的のプライマーを塗装する。
3)ポリウレタンの被覆
二液内部混合形塗装機を用い,異物の混入,ピンホール,塗りむら,塗りもれなどが生じないように塗装する。
4)管端未被覆部の処理
管端の未被覆部には,一次防せい塗料を塗装する。なお,管端未被覆部とは,現場溶接を行うための部位で,現地で溶接後にジョイントコートで防食される。
5)ポリウレタン被覆の養生
被覆は,硬化乾燥するまで自然養生を行う。
ポリエチレンライニング(押出成型法)
下地処理と管端未被覆部の処理は,ポリウレタンライニングと同様の方法で行う。ポリエチレンの被覆については,管の口径により異なり,下図に示すように,大口径の管には Tダイ方式が,小口径から中口径の管にはクロスヘッドダイを用いたインフレーション法が採用される。
下地処理した原管を加熱した後,プライマー塗布,ポリエチレンの連続押出で被覆する。被覆後に,水冷などで冷却し,被覆欠陥(ピンホール)の検査を実施する。
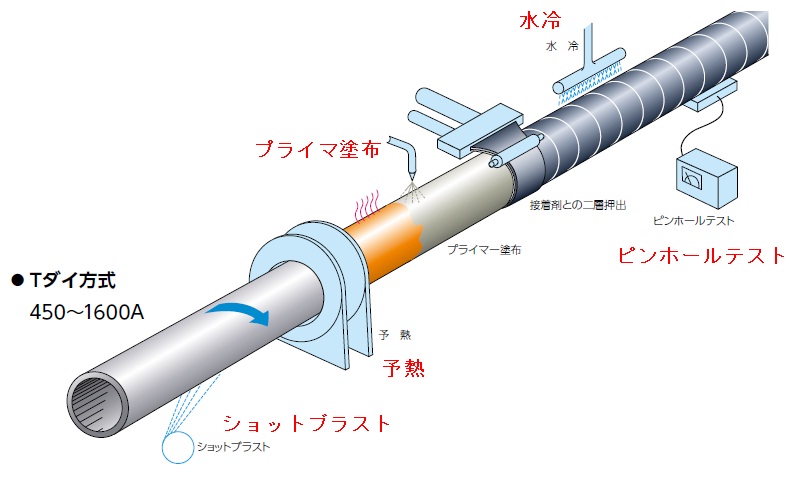
大口径管のライニング法(Tダイ方式)
出典:新日鉄住金(株) 2012年版カタログ「配管用鋼管」P.25より抜粋
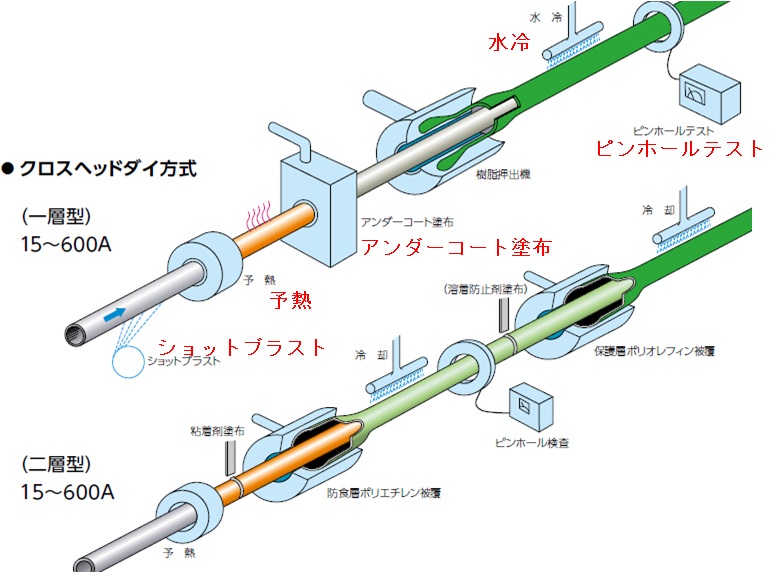
小・中口径管のライニング法(クロスヘッドダイ方式)
出典:新日鉄住金(株) 2012年版カタログ「配管用鋼管」P.25より抜粋
ページのトップへ