社会資本:鋼橋の製作と構造
☆ “ホーム” ⇒ “社会資本とは“ ⇒
素地調整(一次,二次)とは
鋼橋製作時の素地調整(surface preparation)には,鋼材製作時の一次素地調整と橋梁組立後の防食塗装時に行う二次素地調整,及び架設工事で行う現場塗装での素地調整がある。それぞれの目的と要求品質が異なるので,それぞれについて解説する。
一次素地調整(temporary surface preparation)
鉄鋼メーカ等で行われる一次素地調整は,原板ブラスト(blasting for rolled sheet)とも呼ばれる。この処理は,製鉄工場で熱間圧延で生成したミルスケール(mill scale;黒皮),付着物やその後に発生した赤さびなどを除去することを目的として行われる。一般には,要求性能(除せい度や表面粗さ)を達成するためにショットブラスト(shot blast)やグリッドブラスト(grit blasting)が用いられる。ブラスト処理後直ちに表面清掃し,一次防せい(橋梁製作までの一次的な防せい)を目的としたショッププライマー塗装を行う。この処理を行った鋼板をショップ鋼板(shop sheet steel)という。
一般には,図に示すように,ブラスト,表面清掃とプライマー塗装が自動化されている。
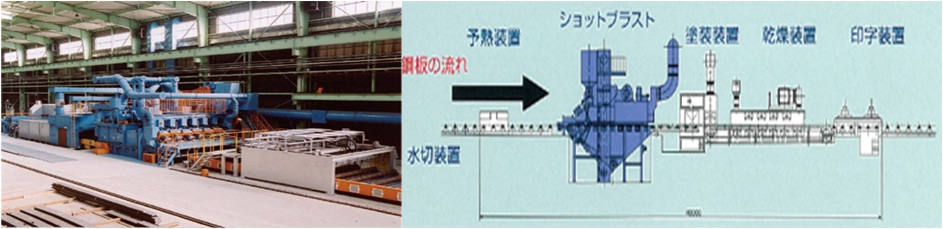
自動化された一次素地調整工程の例
写真:新東工業株式会社HP(2015年当時,現在の記事内容は更新されている。)
表面の粗さに対しては,10点平均粗さ 80μmRzJIS以下であることなどが求められる。
長期耐久を期待する防食塗装(長期防錆型塗装や重防食塗装などともいう)では,ショッププライマー(shop primer)に無機ジンクリッチプライマー(inorganic zinc rich primer)を用いるのが一般的である。
無機ジンクリッチプライマーは,金属亜鉛末と無機系のアルキルシリケートをバインダー(binder )とした1液1粉末形の塗料で,空気中の水分と反応して硬化するタイプの塗料である。このため,塗装時及びその後の施工環境として,相対湿度50%以上が必要になる。
注:表面粗さのJIS B 0601の改正で,10点平均表面粗さの記号がRzからRzJISに変更され,Rzは最大高さ粗さを示す記号となった。文献を参考にする場合は,2001年以前と以後では記号の意味が違うので注意が必要である。
二次素地調整
二次素地調整は,橋梁製作工場で実施する防食塗装前の素地調整である。ここで実施するブラスト処理は製品ブラスト(blasting after make-up)ともいわれる。製品ブラストの品質は,塗膜の防食性や耐久性に大きく影響する。このため,発注者が定める防食塗装指針や塗装仕様などでは,素地調整方法,除せい度に関して,一次素地調整と同様にB Sa2 1/2以上で,限りなくSa3に近い状態を求める。この除せい度は,ISO 8501-1に定める見本写真との対比で検査される。
参考:ISO 8501-1:“Preparation of steel substrates before application of paints and related products -- Visual assessment of surface cleanliness -- Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings”
| 除せい度 | 鋼材表面の状態 |
|---|---|
| Sa1 | 拡大鏡なしで,表面には,弱く付着(1)したミルスケール,さび,塗膜,異物及び目に見える油,グリース,泥土がない。 |
| Sa2 | 拡大鏡なしで,表面には,ほとんどのミルスケール,さび,塗膜,異物及び目に見える油,グリース,泥土がない。 残存する汚れのすべては,固着(2)している。 |
| Sa2 1/2 | 拡大鏡なしで,表面には,目に見えるミルスケール,さび,塗膜,異物,油,グリース及び泥土がない。 残存するすべての汚れは,そのこん跡が斑点又はすじ状のわずかな染みだけとなって認められる程度である。 |
| Sa3 | 拡大鏡なしで,表面には,目に見えるミルスケール,さび,塗膜,異物,油,グリース及び泥土がなく,均一な金属色を呈している。 |
注:(1) 刃の付いていないパテナイフで,はく離させることができる程度の付着。
(2) 刃の付いていないパテナイフでは,はく離させることができない程度の付着。
表面の粗さは,一次素地調整と異なり,実用後の疲労き裂の危険性やその後塗装される塗膜仕上がりに与える影響を考慮し,10点平均粗さ50μmRzJIS以下と定められている。
ブラスト作業は,相対湿度 80%以上の環境で禁止され,塗装前の腐食を考慮し,製品ブラスト後 3~4 時間以内に塗装仕様の第一層目を塗装することになっている。
現場塗装の素地調整
現場塗装とは,橋梁架設後に実施される塗装である。塗装の目的は,現場添接個所の塗装の他に,橋梁運搬中や架設工事中に発生した塗膜欠陥部の補修を目的として行われる。素地調整は,架設現場での作業となるため,多くの制約を受け,ブラスト工法を選択できない場合(粉じん対策,騒音対策が必要)が多い。一般には,動力工具や手工具を用いた方法が主流である。このため,施工管理が不足すると素地調整品質の低下から早期の塗膜劣化や鋼腐食に至ることがあるので,腐食性の高い環境では,十分な注意が必要である。
【参考】
素地調整(surface preparation , cleaning)
塗料の付着性及び防せい効果をよくするために,機械的又は化学的に被塗装物体表面を処理し,塗装に適するような状態にすること。ケレンともいう。【 Z0103「防せい防食用語」】
ブラスト処理(blasting)
金属製品に防せい防食を目的として塗料などを被覆する場合に,素地調整のために行われる。研削材に大きな運動エネルギーを与えて金属表面に衝突させ,金属表面を細かく切削及び打撃することによってさび,スケールなどの付着物を除去して金属表面を清浄化又は粗面化させる方法。【 Z0103「防せい防食用語」】
清浄度(preparation grade , cleanliness)
鋼材表面を処理した後の,被覆の付着を阻害するミルスケール及びさび,塩類,油分などの汚れの除去程度。【 JIS Z 0310「素地調整用ブラスト処理方法通則」】
ある(素地調整)方法によって得られる清浄仕上げの品質水準を説明する分類(JIS Z 0310,ISO 8501/1参照)。 【 JIS K 5500「塗料用語」】
さび度(rust grade)
鋼材表面を処理する前のミルスケールの付着程度又はさびの発生程度。【 JIS Z 0310「素地調整用ブラスト処理方法通則」】
鋼橋用鋼板表面の清浄度は,ミルスケール付着程度又はさびの発生程度を示す「さび度」と除去程度を示す「除せい度」を組み合わせた等級で表される。
除せい度(surface preparation grade)
清浄度の中で,ミルスケール及びさびの除去程度。【 JIS Z 0310「素地調整用ブラスト処理方法通則」】
ページのトップへ