社会資本:鋼橋の製作と構造
☆ “ホーム” ⇒ “社会資本とは“ ⇒
溶接による接合(溶接接手)
溶接継手とは
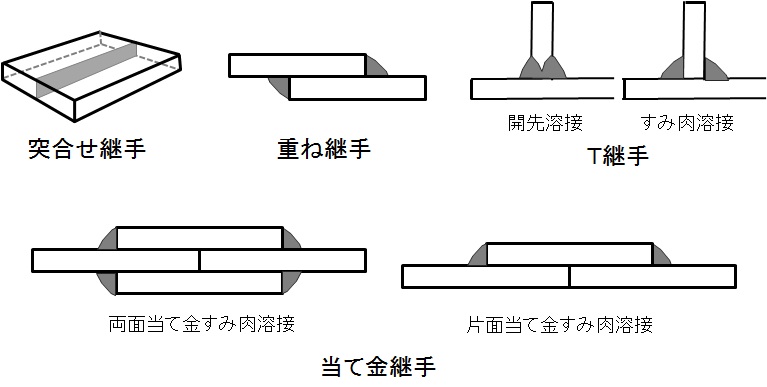
継手とは,2つの部分を接合する構造の総称である。溶接継手(welded joint)とは,溶接接合によって継がれた部材の継手を意味する。下図に代表的な溶接継手の模式図を示す。鋼橋に限らず鋼構造において,応力を伝える継手には,突合せ溶接(butt welding)継手とすみ肉溶接(fillet welding)継手が用いられる。
突合せ溶接継手の種類は,後述の開先の形状で幾つかに分けられる。
溶接継手の種類
設計・施工上の留意点
- 溶接継手は,連結部の形式や応力状態を考慮して設計され,想定される断面力が円滑に伝わるような構造が採用される。
- 溶接方法には,開先溶接,すみ肉溶接,プラグ溶接及びスロット溶接等があるが,応力を伝える溶接継手には完全溶け込み開先溶接,部分溶け込み開先溶接,又は連続すみ肉溶接を用い,断続溶接,プラグ溶接及びスロット溶接は用いないようにする。

溶け込みの種類
- 工場溶接では,原則として被覆アーク溶接,サブマージアーク溶接及びガスシールドアーク溶接を用いる。これ以外の溶接方法を採用する場合は,施工試験を行って品質を確認しなければならない。
- 溶接の品質を確保するため,溶接作業は,回転枠や傾斜台等を用いて,可能な限り水平の姿勢で行うようにしなければならない。
- 溶接個所や隣接部分は,溶接に先立ち,水分,さび,塗膜,スラグ及びごみ等を取り除いておかなければならない。これらが付着しているとブローホール等の欠陥が発生する。
- 鋼材の成分,板厚,拘束の程度によるが,溶接の際の冷却速度を遅くして溶接割れを防ぐため,予熱をする場合がある。
予熱は,電気抵抗加熱法,固定バーナー,手動バーナーなどで行うが,ガス炎を用いて予熱する場合は,板厚みや構造によっては結露の発生が懸念されるので注意が必要である。また,バーナーによる加熱では,開先部を直接加熱してはならない。
- 溶接作業場の一般的な注意点は,次のとおりである。
- 気温が0℃以下で作業を行わない。
- アークの発生は溶接線の中で行う。
- アークストライクを可能な限り発生しないように注意する。
- すみ肉溶接では,原則として材片のかどでアークを切らずに回し溶接する。
- サブマージアーク溶接では,原則として溶接線の途中でアークを切ってはならない。
- サブマージアーク溶接から被覆アーク溶接に移る場合は,サブマージアーク溶接のビード端部を50mm以上はつり取ってから行う。
- 溶接の1パスの入熱量は使用する鋼材の材質に依存するので確認を行う。
- 溶接中及び冷却中に衝撃や振動を与えてはならない。
溶接技術の基礎
一般に溶接といった場合には融接を意味し,ガス溶接とアーク溶接に分けられる。ガス溶接には,用いるガスにより,酸素アセチレン溶接,空気アセチレン溶接,酸水素溶接(水素と酸素の混合ガスを用いる)に分けられる。
アーク溶接には被覆アーク溶接,ガスシールドアーク溶接,サブマージアーク溶接の他にスタッド溶接,ティグ(TIG)溶接などがある。
大気に接触したままでアーク溶接を行うと,大量の窒素が金属の中に溶け込み,溶融金属が凝固するときに溶け込んだ窒素が析出しブローホールを形成する。ブローホールは,溶接部分の機械的強度が著しく低下する代表的な溶接欠陥である。
次に主な溶接方法の概要を解説する。
ガスシールドアーク溶接
- 被覆アーク溶接(shielded metal arc welding)
金属の棒(心線)に被覆と呼ばれるフラックスや保護材などを巻いた溶接棒を用いる溶接である。溶接棒を電極とし,母材との間のアーク熱で溶接棒と母材を溶融させる。この熱で溶接棒のフラックスが分解されてガスとなり,アークと溶融池(溶けた金属)を大気から保護することができる。
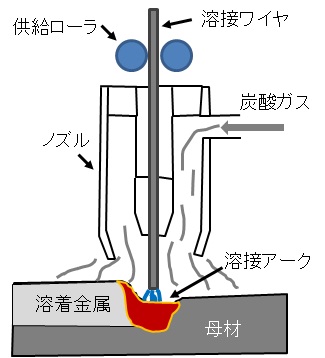
この方法は,風に強いため屋外で使う溶接と言えば被覆アーク溶接が一般的である。 - ガスシールドアーク溶接(gas-shielded metal arc welding)
ガスシールドアーク溶接には,非消耗電極式といわれる非溶極式,消耗電極式ともいわれる溶極式に大別される。非溶極式は,電極にタングステンを用いて別に供給される溶接材料を加熱溶融しながら溶接を行う方式で,溶極式は,ワイヤなどの溶接材料そのものが電極となって溶接を行う方式である。
アークと溶融池を大気から遮断するために,左図に示すように外側から二酸化炭素やアルゴンを主成分とするシールドガスを用いる溶接方法である。溶極式のガスシールドアーク溶接として,日本では二酸化炭素を使った炭酸ガスアーク溶接が主流である。欧米ではアルゴンやヘリウムを使ったマグ溶接とミグ溶接が主流である。
非溶極式(非消耗電極式)のガスシールドアーク溶接には,ティグ溶接(TIG溶接)やプラズマ溶接がある。 - サブマージアーク溶接(submerge arc welding)
アーク溶接の一種で,コイル状に巻かれたワイヤの先端と母材との間にアークを発生させ,ワイヤの走給速度を自動的に調整しながら一定のアーク長さを保つことができ,自動アーク溶接として用いられる。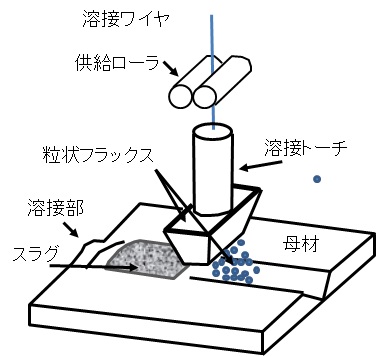
サブマージアーク溶接
溶接線上に粒状のフラックスを連続供給することで,アーク熱で次々と溶融したフラックスから発生したガスでアークを大気から遮断するとともに発生したスラグが溶融池の表面を覆い大気と遮断する。
大電流の適用が可能で溶着部が大きく,効率的である。また,ヒューム,スパッタ,アーク光の発生がほとんどなく,溶接時の風の影響も受けにくいといった長所がある。しかし,溶接姿勢が下向,水平横向に限られ,設備費が高い欠点がある。 - プラグ溶接(plug welding)
プラグ溶接は,重ね継手において,母材の一方に穴をあけて板の表面まで一杯に溶接し,もう一方の母材まで行う溶接で,せん(栓)溶接ともいう。
プラグ溶接は,スロット溶接と同様に,すみ肉溶接だけでは接合強度が不十分な場合に補助的に用いられる。 - スロット溶接(slot welding)
スロット溶接は,重ね継手において,重ね合わせた一方の母材にスロット状の細長い溝の孔をあけ,両母材を接合する溶接のことで,溝溶接ともいわれる。
スロット溶接は,プラグ溶接と同様に,すみ肉溶接だけでは接合強度が不十分な場合に補助的に用いられる。 - 突合せ溶接(butt welding)
溶接する母材(鋼材)を突き合わせて溶接する方法である。突き合わせる面を溶接に都合のよいように,加工してすき間(開先)を作り,溶接する。 - 開先(groove)
溶接する材料(鋼材)の接合部分を,溶接に都合のよいように加工した隙間のことで,グルーブともいう。
開先の形状には,下図に示すように,V形,X形,Ⅴ形(一片垂直)などがある。形状は,板厚に応じて溶接量の少なくなるような最も適したものを選択する。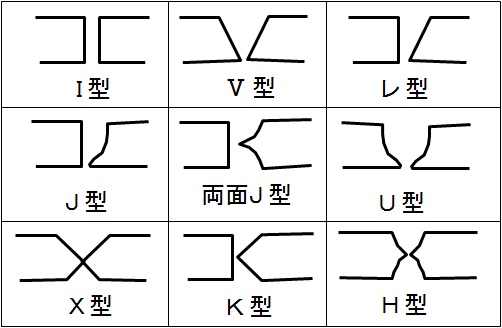
開先(グルーブ)の種類
ページのトップへ