腐食概論:金属概論
☆ “ホーム” ⇒ “腐食・防食とは“ ⇒ “金属概論” ⇒
ここでは, 【溶融亜鉛めっき鋼の品質と種類】, 【溶融亜鉛めっきの付着量】 を紹介する。
亜鉛めっき鋼
溶融亜鉛めっき鋼の品質と種類
品質
JIS H 8641「溶融亜鉛めっき」に規定される品質の概要を示す。
外観
めっきの外観は,受渡当事者間の協定による用途に対して,使用上支障のある不めっきなどがあってはならない。また,めっき表面に現れる耐食性にはほとんど影響のない,濃淡のくすみ(やけなど)及び湿気によるしみ(白さびなど)によって合否を判定してはならない。
付着量及び硫酸銅試験回数
めっきの種類別の付着量,硫酸銅試験の回数は,原則として下表に従う。
なお,付着量試験は,JIS H 0401「溶融亜鉛めっき試験方法」に定める直接法又は間接法による。硫酸銅試験は,JIS H 0401の硫酸銅試験方法による。
密着性
めっき皮膜は,素材表面とよく密着し,通常の取扱いでは,はく離又はき裂を生じないものでなければならない。密着性試験で,ハンマ試験を行った場合,打こん間に連続した浮き上がり又ははく離があってはならない。
密着性試験は,めっきの種類 2種35~ 2種55 の試験片が採取できる場合は,JIS H 0401に規定するハンマ試験を行う。ハンマ試験が行えない場合は,JIS H 0401に規定する目視による方法を適用する。
| 種類 | 記号 | 適用例(参考) |
|---|---|---|
| 1種A | HDZ A |
厚さ 5mm以下の鋼材・鋼製品,鋼管類, 直径 12mm以上のボルト・ナット及び厚さ 2.3mmを超える座金類 |
| 1種B | HDZ B | 厚さ 5mmを超える鋼材・鋼製品,鋼管類及び鋳鍛造品類。 |
| 2種35 | HDZ 35 |
厚さ 1mm以上 2mm以下の鋼材・鋼製品, 直径 12mm以上のボルト・ナット及び厚さ 2.3mmを超える座金類。 |
| 2種40 | HDZ 40 | 厚さ 2mmを超え 3mm以下の鋼材・鋼製品及び鋳鍛造品類。 |
| 2種45 | HDZ 45 | 厚さ 3mmを超え 5mm以下の鋼材・鋼製品及び鋳鍛造品類。 |
| 2種50 | HDZ 50 | 厚さ 5mmを超える鋼材・鋼製品及び鋳鍛造品類。 |
| 2種55 | HDZ 55 | 過酷な腐食環境下で使用される鋼材・鋼製品及び鋳鍛造品類。 |
備考
1.HDZ55 のめっきを要求するものは,素材の厚さ6mm以上であることが望ましい。素材の厚さ6mm未満のものに適用する場合は,事前に受渡当事者間の協定による。
2.表中,適用例の欄で示す厚さ及び直径は,呼称寸法による。
3.過酷な腐食環境は,海塩粒子濃度の高い海岸,凍結防止剤の散布される地域などをいう。
| 種 類 | 記 号 | 硫酸銅 試験回数 |
付着量 g/m2 |
平均めっき膜厚 μm(参考) |
|---|---|---|---|---|
| 1種A | HDZ A | 4回 | ― | 28~42 |
| 1種B | HDZ B | 5回 | ― | 35~49 |
| 2種35 | HDZ 35 | ― | 350以上 | 49以上 |
| 2種40 | HDZ 40 | ― | 400以上 | 56以上 |
| 2種45 | HDZ 45 | ― | 450以上 | 63以上 |
| 2種50 | HDZ 50 | ― | 500以上 | 69以上 |
| 2種55 | HDZ 55 | ― | 550以上 | 76以上 |
備考
1.めっき膜厚とは,めっき表面から素材表面までの距離をいう。
2.1種A 及び 1種B の平均めっき膜厚欄の数値は,硫酸銅試験回数から推定した最小めっき皮膜厚さの範囲を示す。
3.平均めっき膜厚は,めっき皮膜の密度を 7.2g/cm3 として,付着量を除した値を示す。
付着量と適用例から分かるように,通常作業での付着量と鋼材寸法の例を示している。これは,薄い鋼材に高付着量を,厚い鋼材に低付着量を要求するのは適当でないことを意味する。
ページのトップへ
溶融亜鉛めっきの付着量
溶融亜鉛めっきの付着量は,鋼材の材質,化学成分,製品の構造寸法など,めっき作業の前処理条件,亜鉛の組成,溶融亜鉛槽の温度及び製品の浸漬時間などが相互に影響する。
めっき素材の厚さと付着量との関係について実施された実験例(下図)によると,めっき条件が同じであれば鋼材の厚いほど,浸漬時間が長いほど,めっきの付着量は多くなる。
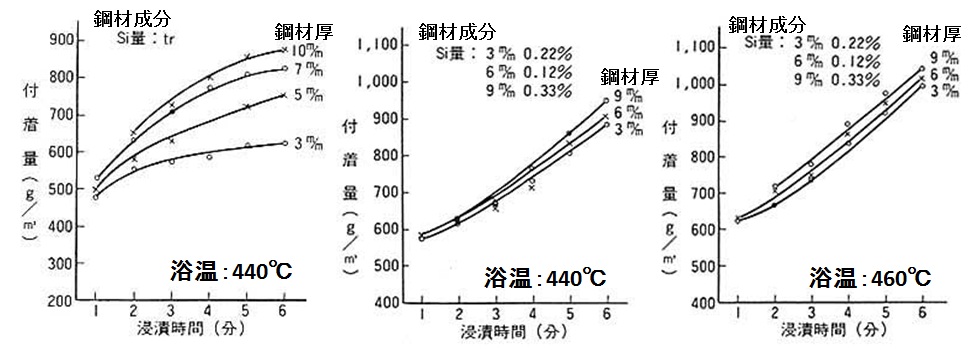
鋼材組成・厚み,めっき浴温度,浸漬時間と亜鉛付着量
出典:日本鉱業協会亜鉛鉛需要開発センターHP
ページのトップへ